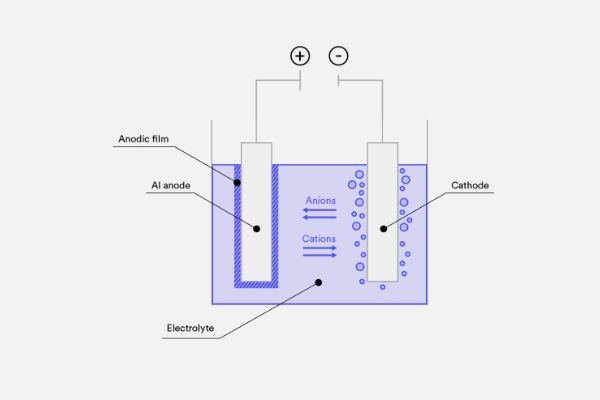

Sulfuric Acid Anodize:
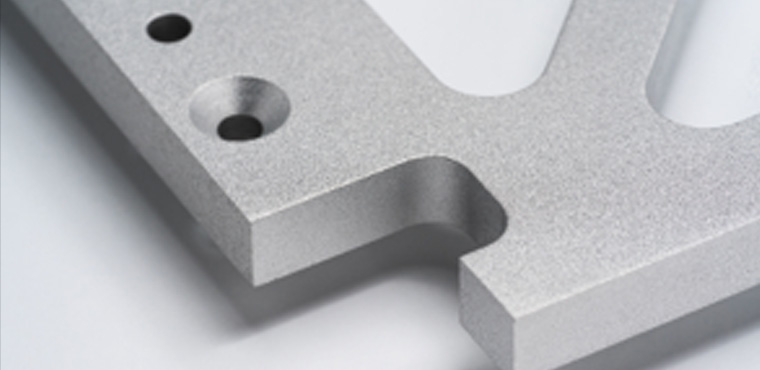
The sulfuric acid process is the most common method for anodizing. The sulfuric acid anodize process films range from .0001"-.001" thick. The overall thickness of the coating formed is 67 percent penetration in the substrate and 33 percent growth over the original dimension of the part. It is particularly suited for applications where hardness and resistance to abrasion is required.
The porous aluminum oxide absorbs dyes well, and subsequent sealing helps to prevent color loss in service. Although dyed anodized films are reasonably colorfast, they have a tendency to bleach under prolonged direct sunlight.
Some of the colors are: Black, Red, Blue, Green, Urban Grey, Coyote Brown, and Gold. Parts can be treated chemically or mechanically prior to anodizing to achieve a matte (non-reflective) finish.
Consistency Requirements
- Less expensive than other types of Anodize with respect to chemicals used, heating, power consumption, and length of time to obtain the required thickness.
- More alloys can be finished.
- Harder than chromic anodize.
- Clearer finish permits dying with a greater variety of colors.
- Waste Treatment is easier than chromic anodize, which also helps to reduce cost.
Sulfuric Acid Anodize Applications:
- Optical components
- Military weapons
- Mechanical hardware
- Hydraulic valve bodies
- Computer and electronic enclosures